



设备案例
EQUIPMENT CASE
新闻资讯
News Center

全国咨询热线 :
13510093589(微信同号)

电子邮件 :
资讯详情
影响电泳涂装的因素有哪些?
电泳涂装常常用于汽车车身前处理后的防锈,电泳涂膜的效果主要受以下几个方面影响:
电泳电压
电泳电压主要由电泳树脂本身的结构特性决定,一般有使用的电压范围,在此范围内,随电泳电压的增高涂层厚度增加。但电泳电压一旦超过涂层的击穿电压,涂层被击穿,会造成涂层粗糙、桔皮等缺陷。电泳电压还与槽液的固体含量、温度、电导率、极间距等有关,所以应根据实际情况调整。电泳电压与涂层厚度的关系如下图所示。
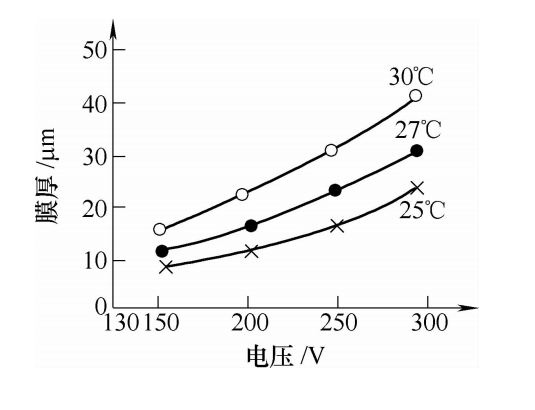
电泳涂膜厚度与电压的关系
电泳时间
电泳电流与时间的关系如下图所示。电泳涂装的开始阶段,工件裸露,它与槽液之间的电位差很高,电极反应剧烈,电流急剧增加。当涂层逐渐在工件上沉积时,电阻增大,导致涂层上的电位降增大,涂层与槽液之间的电位降减小,电极反应趋于缓和,电流逐渐下降。从涂层厚度的增长情况来看,初期增长较快,然后增速降低,一般2min后涂层厚度趋于饱和,所以电泳时间通常在2~3min。
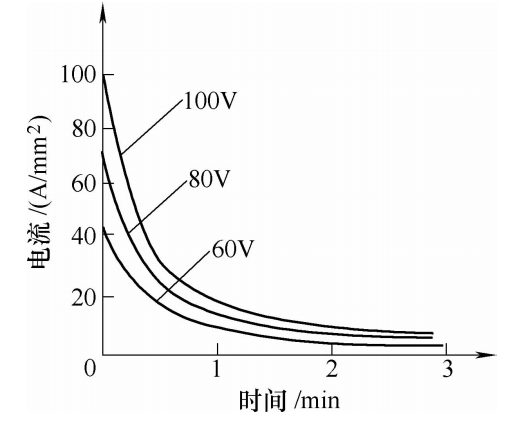
电泳电流与时间的关系
槽液固体含量
电泳槽液的固体含量是电泳涂装的一个重要工艺参数。一般用低固体含量的电泳液具有工件带出损失的电泳液较少、电渗性较高、水洗用水量少等优点。固体含量过低或过高,均会造成涂层外观质量差,缺陷多。一般阳极电泳液的固体含量在10%~15%(体积分数)之间,阴极电泳液的固体含量在18%~20%(体积分数)之间。
pH值
电泳液的pH值是确保电泳树脂水溶性,获得高质量涂层的重要参数。一般阳极电泳液的pH值控制在8~9之间。pH值过低影响树脂水溶性;pH值过高,会使水的电解加剧,气泡析出较多,导致泳透力下降,涂层外观差。pH值应控制在合适的范围内,目前维持pH值稳定最好的方法是采用电泳超滤技术。目前阴极电泳液的pH值可达6以上,减轻了对设备的腐蚀。
电泳温度
在其他条件固定的情况下,随电泳温度的提高,电泳树脂粒子的运动速度增加,电沉积速度提高,涂层厚度增加,泳透力下降,而且水的电解过程也加剧,气泡量增多,造成涂层缺陷。一般电泳温度控制在20~30℃为宜。电泳温度与涂膜厚度的关系如下图所示。
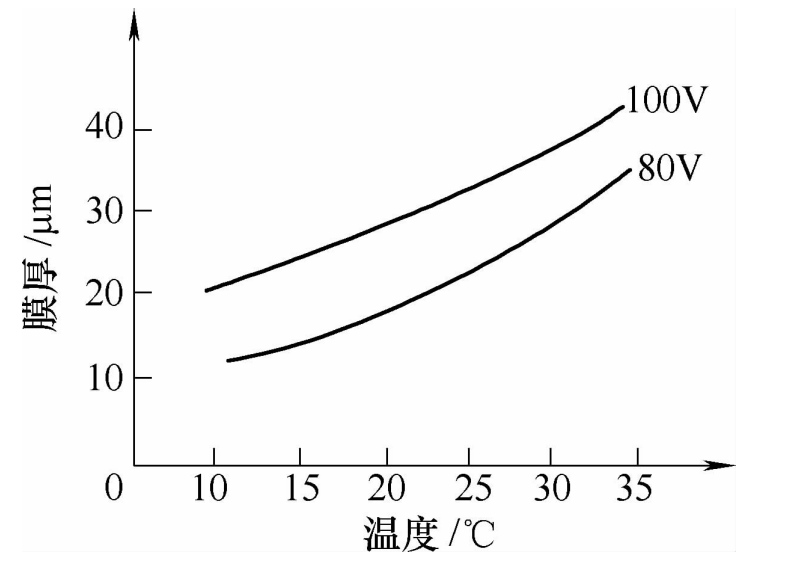
电泳温度对膜厚度的影响
电导率
电泳液的电导率取决于电泳液的固体含量、pH值和温度。但在电泳涂装过程中,预处理工序中带来的杂质离子会污染电泳液,使电导率增大,引起电压下降、泳透力降低、涂层粗糙等。因此加强预处理后的水洗,特别是去离子水洗十分重要。对进入电泳液的杂质离子可用超滤技术去除。
极间距
极间距越小,电泳液的电位梯度越大,如果被涂工件形状复杂,则表面的电位差别较大,会造成涂层不均。若极间距过大,要获得同等的电泳电流就需要更高的电压,并造成电泳槽增大。所以极间距必须适当,一般在100~800mm之间。电泳参数的确定是为了保证电泳涂装的质量,必须对电泳液进行严格管理,一般要定期对电泳液的固体含量、颜基比、pH值、电导率、泳透力和涂层的厚度、力学性能及耐蚀性进行测定,在此基础上对各参数进行调整。
中技佳致的工程们拥有多年的涂装设备设计和制造经验,致力于为您提供高效、节能、环保的的电泳涂装设备。若您有定制电泳涂装设备的需求,请马上联系我们的工程师,获得免费的咨询和询价服务。
上一页:
下一页:

地址:深圳市坪山新区坪环工业城140-141栋
手机:13510093589(微信同号)
邮箱:zxz01@sz-zhongjijia.com

联系中技佳
13510093589
微信同号/24小时全天服务





